1 Allgemeines zu EVOP
Ziel von EVOP
ist die kontinuierliche Verbesserung von Fertigungsprozessen. Als Beispiel wird
hier ein Spritzgießprozess betrachtet.
Aufgabenbeschreibung:
Ein Kunststoff -
Spritzgießprozess wurde an einer Pilotanlage entwickelt und anschließend auf
die Produktionsanlage übertragen.
Ziel ist es,
Teile mit
- möglichst
geringem Verzug (höchstens 0,02 mm, optimal sind Werte < 0,01 mm) und
- möglichst
hoher Schlagzähigkeit (mindestens 8 kJ/m², optimal sind Werte > 10 kJ/m²)
herzustellen.
Wichtige
Prozessparameter sind die Einspritzgeschwindigkeit der Masse in die Form (und
damit die Zeit für das Füllen der Form) und der Druck nach dem Füllen der Form
(Nachdruck). In der Pilotanlage wurde ermittelt, dass folgende Werte zu
geringem Verzug und hoher Schlagzähigkeit führen:
-
Einspritzgeschwindigkeit: 30 bis 35 mm/sec
- Nachdruck: 300
bis 350 bar.
Beim Übertragen
in die Fertigung stellen Sie fest, dass die Mindestforderungen für Verzug und
Schlagzähigkeit knapp erreicht werden.
Sie könnten nun als
Sollwerte die Spezifikationsmitten (Einspritzgeschwindigkeit 32,5 mm/sec und
Nachdruck 325 bar) festlegen und sich freuen, dass Sie einen gerade noch
ausreichend guten Prozess haben. Oder Sie suchen nach Möglichkeiten, Ihren
Prozess zu verbessern. Dann verändern Sie Einspritzgeschwindigkeit und
Nachdruck systematisch im Rahmen der Spezifikation.
Sie beobachten,
wie Verzug und Schlagzähigkeit sich mit den Prozessparametern verändern. Da Sie
innerhalb der Spezifikation bleiben, verändern sich die Zielgrößen natürlich
auch nur geringfügig. Das bedeutet, dass Sie bei jeder Parameterkombination
verkaufsfähige Produkte erhalten.
Aber natürlich ist Ihren Messwerten auch eine Zufallsstreuung überlagert
(Messfehler, kleine, nicht kontrollierbare Veränderungen der
Umgebungsbedingungen und diverser anderer Prozessparameter). Daher sollten Sie
den Versuchsplan mehrmals durchlaufen bis Sie sich sicher sind, dass die
Veränderung eines oder beider Prozessparameter in eine bestimmte Richtung
wirklich eine Verbesserung bringt. Als Entscheidungshilfe wird der Effekt der
Prozessparameter und die Breite des 95%-Vertrauensbereiches berechnet - wenn
der Betrag eines Effektes größer ist als die Breite des Vertrauensbereiches,
dann können Sie sich ziemlich sicher sein, dass der beobachtete Effekt echt ist
und nicht nur zufällig. Man sagt, der Effekt ist statistisch signifikant.
Signifikante Effekte sind rot gekennzeichnet und im Diagramm als Pfeil in
Richtung der Verbesserung dargestellt.
Wenn Sie überzeugt sind, dass die Veränderung
eines oder beider Prozessparameter in eine bestimmte Richtung zu einer
Verbesserung der Zielgröße(n) führen, dann verändern Sie die Spezifikation
vorsichtig in diese Richtung und beobachten den Prozess erneut.
Wiederholen Sie den Vorgang und beobachten Sie, wie Sie immer besser werden -
bis Ihnen das Ergebnis gut genug ist oder bis keine weitere Verbesserung mehr
möglich ist. Sie haben dann erlebt, wie Sie durch vorsichtige Veränderung der
Prozessparameter während der laufenden Fertigung nicht nur Ihr Produkt
herstellen können, sondern auch Wissen über Verbesserungsmöglichkeiten
erhalten. So können Sie immer besser werden.
2.2 Bedienung der Anwendung
2.2.1 Funktionen der Buttons
Der „Reset“
Button setzt alle bisher simulierten Durchläufe zurück und lädt das Script neu.
Auch die Prozessparameter für die Einspritzgeschwindigkeit und den Nachdruck
werden auf die Standardwerte zurückgesetzt.
![]()
Dieser
Button startet die Simulation. Es wird jeweils ein Durchlauf simuliert und in
die Tabellen eingetragen. Nach dem fünften Durchlauf werden die Werte gelöscht.
Dabei werden aber die veränderten Parameter beibehalten. Die Standardabweichung
und der 95%-Vertrauensbereich können erst ab dem zweiten Durchlauf berechnet
werden.

Dieser
Button öffnet diese Anleitung. Hier werden allgemeine Informationen zum Script
gegeben und die Funktionsweise beschrieben.
![]()
Wenn Sie
diesen Button betätigen, können Sie die Prozessparameter verändern. Zuvor
müssen Sie in die Eingabefelder Werte eingeben. Nähere Informationen zur Eingabe
werden unten erläutert.
2.2.2 Eingabe der Prozessparameter
Hier wird
beschrieben wie der Ablauf der Eingabe der Prozessparameter durch den Anwender
erfolgt. Der Anwender kann die Prozessparameter durch den Button „Parameter
ändern“ einstellen.
Sie können
die von Ihnen gewünschten Werte für die minimale bzw. maximale
Einspritzgeschwindigkeit direkt eintragen. Als Richtwert können Sie sich an den
Standardwerten 30 (für die minimale Einspritzgeschwindigkeit) und 35 (für die
maximale Einspritzgeschwindigkeit) orientieren.
Bei dem
minimalen bzw. maximalen Nachdruck können Sie sich an den Standardwerten 300
(für den minimalen Nachdruck) und 350 (für den maximalen Nachdruck)
orientieren.
Wenn Sie die
Parameter für die Einspritzgeschwindigkeit und den Nachdruck eingetragen haben,
müssen Sie den Button „Paramater ändern“ betätigen, damit die eingetragenen
Werte für die Simulation übernommen werden.
2.2.3 Inhalte der Anwendung

In diesem Abschnitt der Anwendung werden die eingestellten
Werte der Prozessparameter angezeigt (hier die Standardwerte). Es gibt fünf
verschiedene Einstellkombinationen. Nummer eins stellt den Mittelwert der
eingegebenen Einspritzgeschwindigkeit und den Mittelwert des eingegebenen
Nachdrucks dar. Nummer zwei bis fünf sind Kombinationen aus den minimalen und
maximalen Werten. Die Einheit für die Einspritzgeschwindigkeit ist mm/sec und
die Einheit des Nachdrucks ist bar.
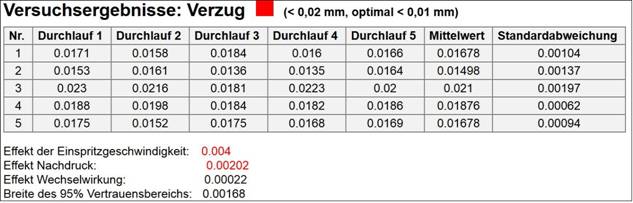
In diesem Abschnitt sind die Versuchsergebnisse für den
Verzug in einer Tabelle zusammengefasst. Eine Spalte entspricht dabei einem
Versuchsdurchlauf. Die letzten zwei Spalten der Tabelle zeigen jeweils die
Mittelwerte und Standardabweichungen der Zeile an. Das rote Kästchen in der
Überschrift zeigt an, in welcher Farbe die Versuchsergebnisse für den Verzug im
Diagramm angezeigt werden. Außerdem werden unter der Tabelle die Effekte und
die Breite des 95%-Vertrauensbereichs angezeigt. Falls der Betrag eines
Effektes größer als die Breite des Vertrauensbereiches ist, wird dieser Effekt
rot und es wird ein Verbesserungspfeil im Diagramm gezeichnet (siehe unten).

In diesem
Abschnitt sind die Versuchsergebnisse für die Schlagzähigkeit in einer Tabelle
zusammengefasst. Eine Spalte entspricht dabei einem Versuchsdurchlauf. Die
letzten zwei Spalten der Tabelle zeigen jeweils die Mittelwerte und
Standardabweichungen der Zeile an. Das grüne Kästchen in der Überschrift zeigt
an, in welcher Farbe die Versuchsergebnisse für den Verzug im Diagramm angezeigt
werden. Außerdem werden unter der Tabelle die Effekte und die Breite des
95%-Vertrauensbereichs angezeigt. Falls der Betrag eines Effektes größer als
die Breite des Vertrauensbereiches ist, wird dieser Effekt rot und es wird ein
Verbesserungspfeil im Diagramm gezeichnet (siehe unten).
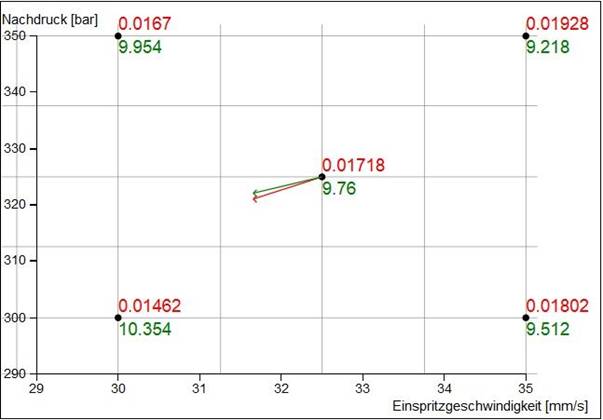
Das Diagramm
zeigt die Mittelwerte der Ergebnisse für die jeweilige Einstellkombination (rot
für den Verzug, grün für die Schlagzähigkeit). Der rote Pfeil zeigt die
Richtung für die Verbesserung des Verzuges an und der grüne Pfeil die Richtung
für die Verbesserung der Schlagzähigkeit. Die x-Achse zeigt die eingestellten
Werte für die Einspritzgeschwindigkeit (in mm/sec) und die y-Achse für den
Nachdruck (in bar) an. Wenn die Prozessparameter
verändert werden, passt sich die Skalierung automatisch an.
2.2.4 Fehlermeldungen
Im Folgenden
werden Fehlermeldungen, die während der Benutzung der Anwendung auftreten
können behandelt und erläutert. Das Auftreten der Fehler ist hauptsächlich von
den eingegeben Parametern durch den Anwender abhängig.
Wenn Sie
diese Fehlermeldung angezeigt bekommen, haben Sie in einem der vier
Eingabefelder keine Zahl oder eine Kombination aus Zahl und Buchstaben
eingegeben. Wenn Sie eine Zahl eingeben, sollte diese Fehlermeldung nicht
erscheinen.
Die vom
Anwender eingegebenen Prozessparameter müssen alle größer als 0 sein. Wenn Sie
eine negative Zahl oder „0“ eingeben, wird diese Fehlermeldung erscheinen.
Diese
Fehlermeldung erscheint, falls der eingegebene Prozessparameter für die
maximale Einspritzgeschwindigkeit die eingegebene minimale
Einspritzgeschwindigkeit unterschreitet. In diesem Beispiel beträgt der
Minimalwert 30 mm/sec, also muss der Maximalwert > 30 sein.
Diese
Fehlermeldung erscheint, falls der eingegebene Prozessparameter für den
maximalen Nachdruck den eingegebenen minimalen Nachdruck unterschreitet. In
diesem Beispiel beträgt der Minimalwert 300 bar, also muss der Maximalwert >
300 sein.